
Neste artigo, o autor do canal do YouTube “Rag 'n' Bone Brown” falará sobre a fabricação de novas placas de esponja intercambiáveis para o vício em marcenaria. Neles, entre outras coisas, haverá alguns furos para paradas adicionais, para que o torno possa ser usado em um pacote com uma bancada de trabalho multifuncional.
Materiais
- Madeira maciça de mogno
- Parafusos, parafusos
- Impregnação para madeira.
Ferramentas usado pelo autor.
— Serra circularempurrador
— Chave de fenda
- Jointer, plaina, plano manual
- Máquina de perfuração, brocas para madeira
- Serra de esquadria
- Bancada de trabalho multifuncional
— Praça Svenson
- Torno, fita métrica, chave de fenda, régua, lápis.
Processo de fabricação.
O mestre restaurou recentemente um vício que agora precisa ser aprimorado para carpintaria. A bancada de trabalho da bancada de trabalho antiga também foi completamente substituída.




Como material, o autor usará a madeira do mogno africano. Esta é uma raça sólida de madeira que deve durar o suficiente. Como alternativa, para esses fins, seria possível usar uma placa de madeira compensada para móveis coberta com folheado de ambos os lados.

E era assim que as placas de aperto de morsa eram antes.


O autor começa alinhando as bordas do quadro, uma vez que ele foi cortado aproximadamente.

Além disso, o painel também é curvo. Para nivelar suas superfícies e dar uma espessura uniforme à placa, o autor forma a superfície de base na junta e depois passa o material várias vezes pelo medidor de superfície. Eu tive que remover lascas bonitas, enquanto a espessura da placa finalmente se nivelou.




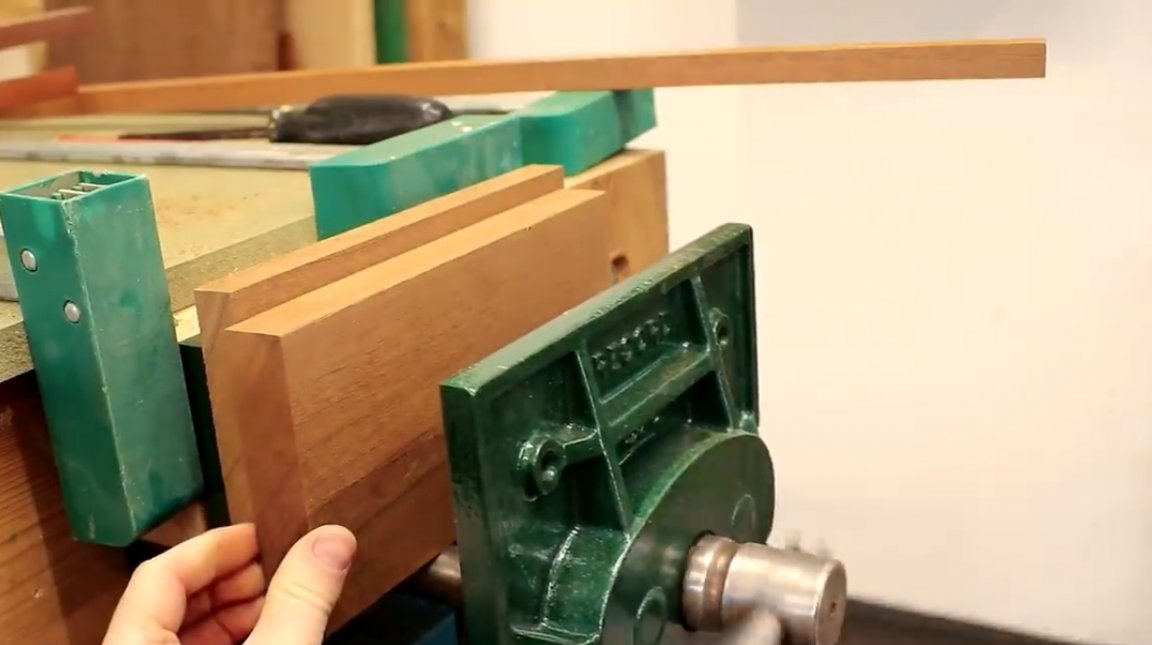
Depois que uma extremidade da placa é cortada com uma serra de esquadria, o mestre corta o material em duas metades iguais. O autor calcula o comprimento de cada parte para cobrir a largura das mandíbulas de um torno. Nesse caso, a placa móvel frontal deve ter 25 mm de espessura, para que possam ser feitos furos nas travas.
A segunda placa, para uma esponja fixa, não precisa ser muito grossa. No espessador, o autor remove o excesso de espessura do painel, elevando-o para 15 mm. Depois disso, ele corta cada peça de madeira em sua largura final.



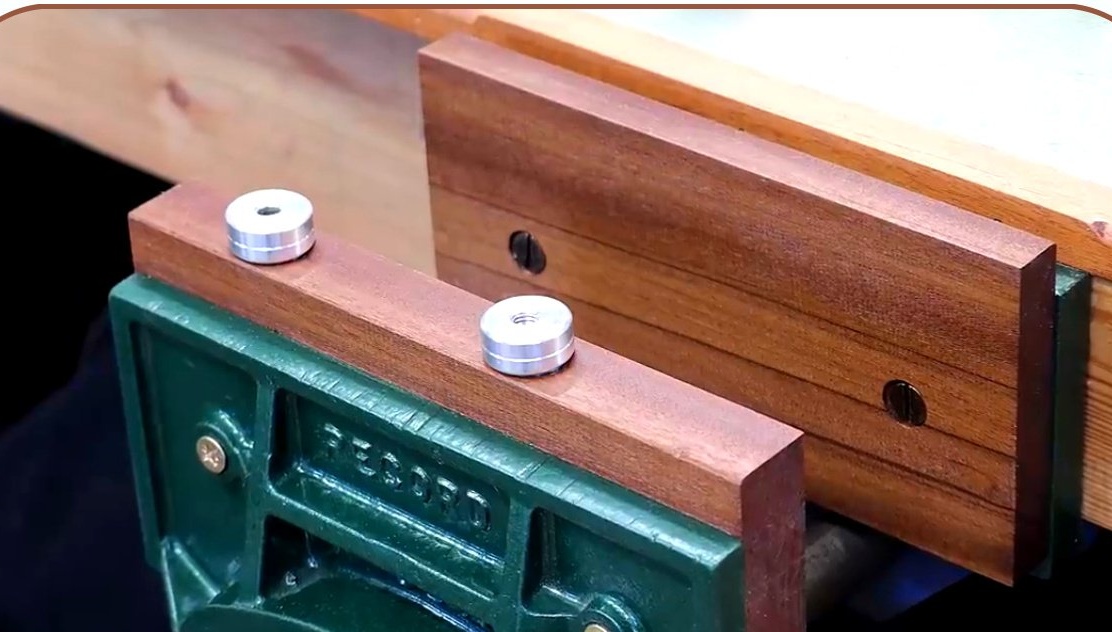
Estão incluídos no torno 4 parafusos de montagem originais que prendem as placas, 2 parafusos de cada lado.O mestre marca as distâncias entre eles e faz furos com uma broca de 8 mm de diâmetro.



Depois, com uma furadeira, ele escarea os furos um pouco para que as cabeças dos parafusos possam afundar neles.

A placa acabada é fixada em uma mandíbula fixa de um torno.

Agora, o autor expõe a placa frontal, para a esponja móvel, à posição em que ela fica nivelada com a esponja traseira, alinha os dois espaçadores de madeira um com o outro e aperta firmemente o torno.

Agora você pode fazer os furos piloto na segunda placa. O autor faz isso através dos orifícios de montagem da morsa e aparafusa alguns parafusos.



Com uma plaina manual, ele melhora um pouco a forma das juntas de madeira, nivelando-as em altura e garantindo que elas estejam no mesmo nível da superfície da bancada.
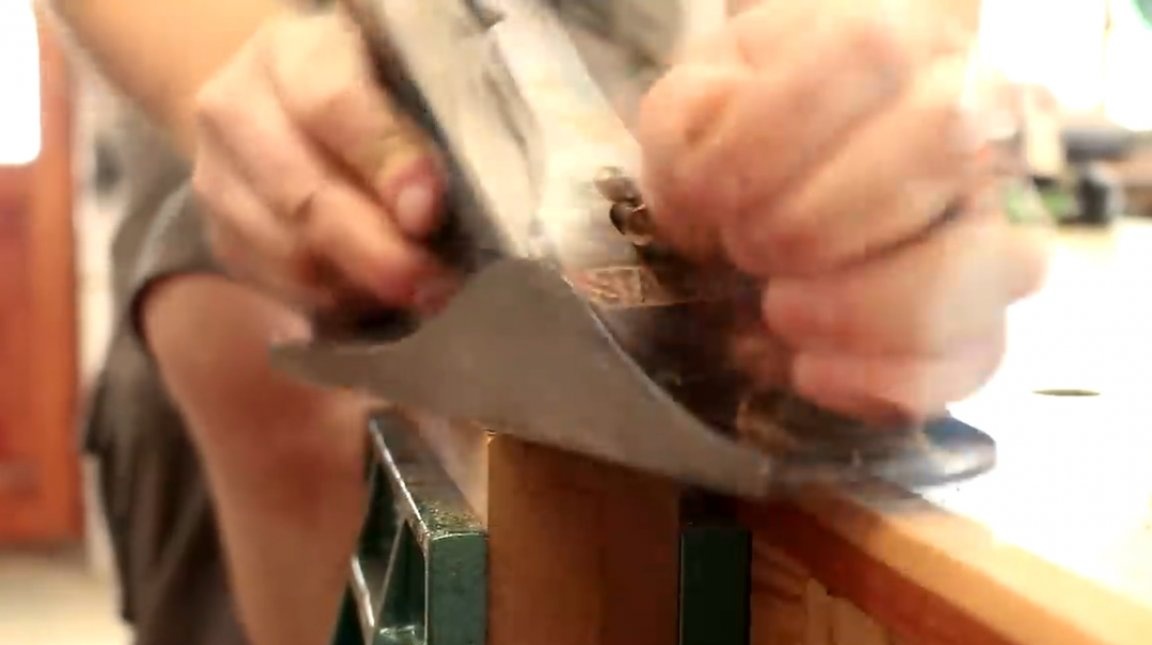


O artesão alisa levemente as bordas afiadas dos lábios com um plano de esquadria. Como resultado, a convergência é perfeita.



Usando o quadrado de Svenson, o autor marca os centros dos furos para as paradas, que devem, se possível, coincidir com as linhas centrais dos furos na área de trabalho.
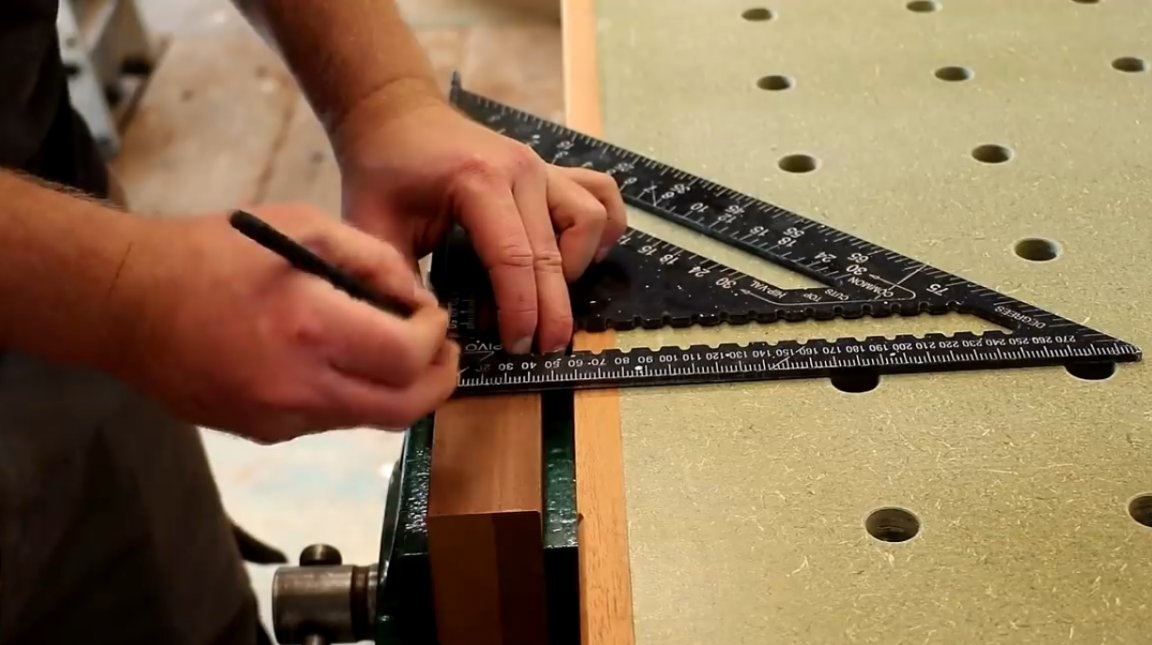


Para fazer furos, o mestre usa uma broca em uma árvore com um diâmetro de 20 mm. Com uma broca do mesmo diâmetro, ele já havia feito furos na tampa superior da mesa. Esse é o diâmetro ideal para as paradas de pinos disponíveis no arsenal do autor. Ao perfurar, o mestre tenta manter a broca o mais vertical possível. Embora a precisão especial não seja fundamental.


Terminando o trabalho em esponjas, o mestre aplica uma fina camada de impregnação de cera de óleo em superfícies de madeira, esfregando-a suavemente com um pedaço de pano. Como resultado desse processamento, a árvore escurece um pouco e a textura do padrão de madeira aparece. O óleo é completamente absorvido pela árvore. Duas camadas finas são aplicadas aos produtos.



Aqui, o mestre usava essas cunhas para paradas, enquanto segurava a peça a ser processada tinha que ser feita com seu corpo.


Os furos para os batentes de pino feitos na morsa são necessários para poder prender tábuas largas, por exemplo, ao processá-las com uma plaina ou retificadora com uma retificadora quando a prancha é muito larga para caber em um torno.



Agora, o trabalho com espaços em branco será muito mais confortável e seguro.




Agradeço ao autor por uma técnica simples, mas útil, para melhorar o vício de uma oficina de carpintaria!
Se você tem produtos caseiros interessantes, compartilhá-los neste site. Aqui você receberá uma verdadeira recompensa, não um "monte de coisas verdes" no fórum de entretenimento.
Tudo de bom humor, boa sorte e idéias interessantes!
O vídeo do autor pode ser encontrado aqui.