
Etapas de fazer um caixão:
- Os principais tipos de produtos
- Equipamento necessário
- Materiais para fabricação de papel machê
- Enrolamento e colagem de espaços em branco do corpo
- Teste de pressão e secagem
- Ebulição da peça
- Arquivamento
- Ferragens
- Descascamento de caixões
Materiais para fabricação de papel machê
1. Papelão (de preferência encadernado). Deve estar limpo, sem cola e impregnação. No artesanato em produção, o papelão Balakhna é usado, como o que mais atende a todos os requisitos.
2. Pasta de amido com consistência de geléia. É fervido imediatamente antes do trabalho.
3. Óleo de secagem (óleo de linhaça).
4. Para a fabricação de acessórios, use:
a) chapa de latão com seção transversal de 0,5 - 0,7 mm;
b) uma barra de aço (fio) com uma seção transversal de 1,5-2 mm.
O processo de criação de um corpo de caixa começa com a fabricação da base - uma viga de madeira, a chamada "cabeça de bloco". Seu tamanho é determinado pelo tamanho do “enrolamento” - o futuro espaço em branco do produto pretendido. O comprimento do "bloco" é limitado pelo tamanho da impressora e a seção transversal corresponde ao tamanho interno do produto. É feito de madeira sólida e seca, de preferência madeira dura (bétula ou faia). Sua superfície deve ser lisa, sem goivagem. O "cabeçote" pronto é lubrificado para não inchar com o "enrolamento" bruto. Ele deve se soltar após o friso.
Além da "cabeça de bloco", também precisamos de peças embutidas - "bochechas" que comprimam o enrolamento. A largura das “bochechas” incorporadas é maior que a largura da seção da “cabeça de bloco” por duas espessuras de parede do futuro edifício. O melhor material para as "bochechas" é o aglomerado. Possui rigidez, fornecendo o crimpamento necessário, sem ser deformado. Para cravar uniformemente a peça de trabalho, é necessário ter quatro "bochechas" - duas hipotecas com um tamanho exato que leve em consideração a espessura da peça de trabalho e duas guias de porte que envolvem a bolsa (consulte a Fig. 3).
Para espaços em branco redondos, uma "cabeça de bloco" é feita em um torno. Em casos extremos, podem ser utilizados frascos ou jarros adequados aos parâmetros.
Oval e outras formas suaves de "peitos" são executadas de maneira carpintaria, de acordo com o padrão.
A fabricação de formas redondas e ovais também é realizada enrolando várias camadas de papelão em um espaço em branco, bem como em espaços retangulares retangulares, apenas a cravação é feita com um elástico ou tira com uma volta apertada para rolar (Fig. 5, a). A peça é mantida por 15 a 30 minutos em um grampo e, em seguida, liberada e removida da cabeça do bloco. Mais secagem e muito mais.
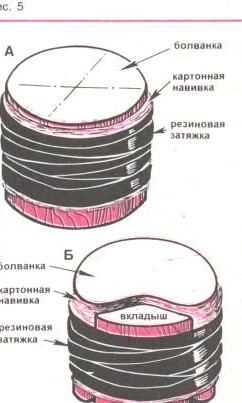
No fabrico de formas complexas com superfícies côncavas, são utilizadas almofadas, isto é, inserto de madeira, compensando a pressão do enrolamento (Fig. 5, b).
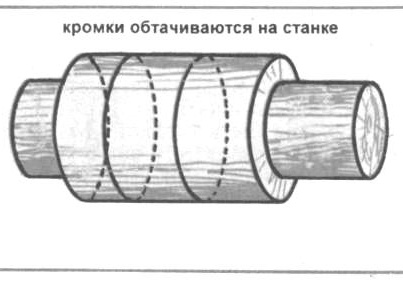
As formas redondas são finalizadas em um torno (Fig. 6). Primeiro moa a guarnição (estojo), cole o fundo e traga a peça de trabalho para a forma desejada.