
Neste artigo, o autor do canal do YouTube “Rag 'n' Bone Brown” mostrará como fazer um bloco de lixa manual. Anteriormente, o autor esfregava as superfícies de madeira à mão. Porém, após fabricar essa ferramenta simples, o trabalho foi muito mais rápido e a qualidade do processamento aumentou acentuadamente.
Materiais
- Contraplacado de chapa, viga de madeira
- Parafusos, porcas de orelhas
- Adesivo epóxi bicomponente
- Borracha espumada
- cola PVA
- Verniz spray transparente
- fita adesiva
- Lixa.
Ferramentas usado pelo autor.
— Gramposbraçadeiras
— Serra circular
- Furadeira
— Forstner Drills
- Serra, vício, arquivo
— Chave de fenda
- Roleta, quadrado, lápis, faca.
Processo de fabricação.
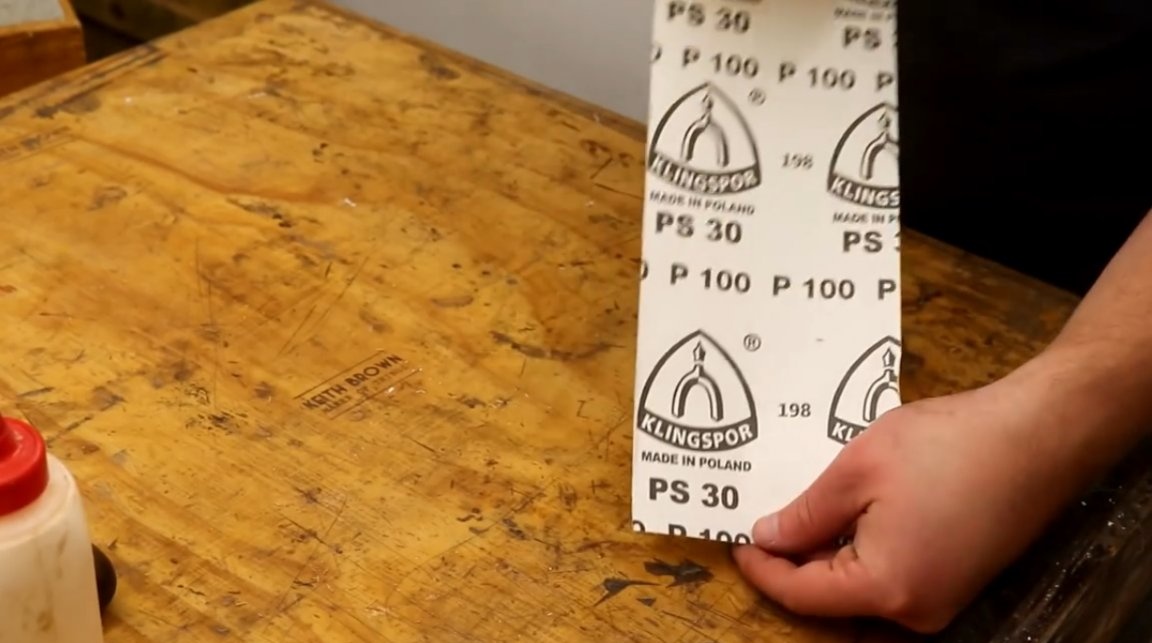
Para seu projeto, o autor encontrou um rolo de 100 abrasivos de papel abrasivo do fabricante polonês klingspor, que, na sua opinião, é a melhor escolha. O autor não recomenda economizar na qualidade do papel, porque papéis ruins podem deixar arranhões profundos nas superfícies.
O mestre interrompe a escolha no centésimo papel abrasivo, porque costuma usá-lo. Este rolo tem 115 mm de largura.
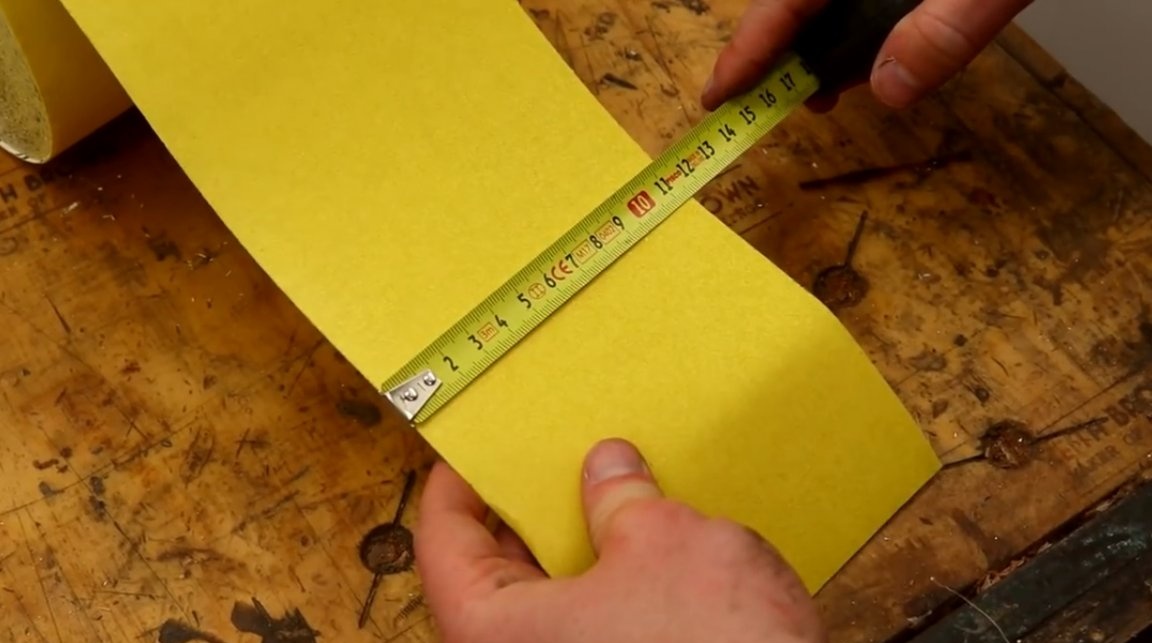
Outro papel abrasivo, usado com mais frequência pelo autor, é o papel para processamento úmido e seco de vários graus de garra. Ele também tem uma largura de 115 mm. Portanto, o comprimento do bloco de moagem também será de 115 mm.

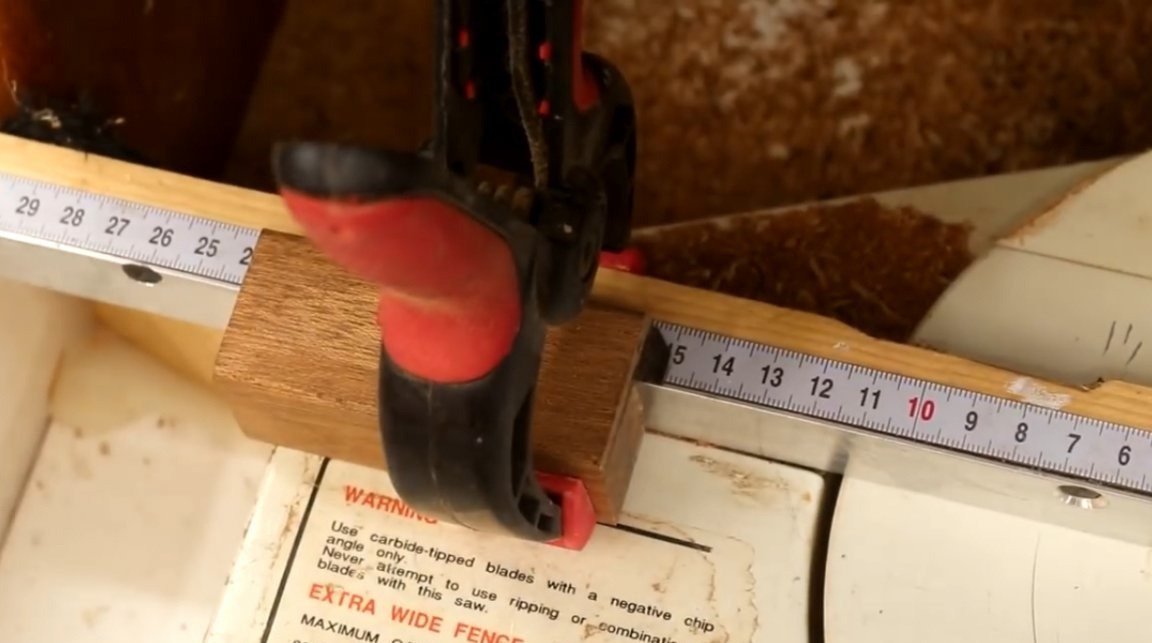
Para o corpo do projeto, o mestre seleciona vários cortes de madeira compensada de 12 mm. Em uma máquina circular, ele a corta em uma largura de 85 mm.



Ele então define o bloco de restrição da serra de esquadria para uma marca de 150 mm e corta o comprimento necessário.

Em seguida, o mestre aplica um quadrado de marcação no corte de madeira compensada, situado a 15 mm de cada extremidade da prancha, e desenha uma linha que ele transforma em axial. Com um furador, ele descreve os pontos centrais.


Agora, o mestre faz um par de orifícios piloto simultaneamente nas duas tábuas com uma broca de 2 mm em uma máquina de perfuração.

Para conectar as duas placas de madeira compensada, esses parafusos M6 serão usados.
O autor mede a distância da cabeça do parafuso até o início da rosca - é de cerca de 8 mm - e também a largura da cabeça do parafuso é de 15 mm.

Depois disso, ele faz uma broca Forstner de 15 mm e faz furos piloto para criar furos para o espaço no qual as tampas dos parafusos mergulharão mais tarde.
Ao mesmo tempo, ele perfura fundo o suficiente, mas para que a broca não passe pelas duas tábuas.



Em seguida, o artesão faz uma broca de 6 mm e perfura orifícios estreitos nas duas pranchas para criar uma cavidade para o eixo do parafuso.

A primeira vez que os orifícios não foram suficientemente profundos, tive que repetir a operação.





Em seguida, o autor aperta as porcas para fixar os parafusos na placa.

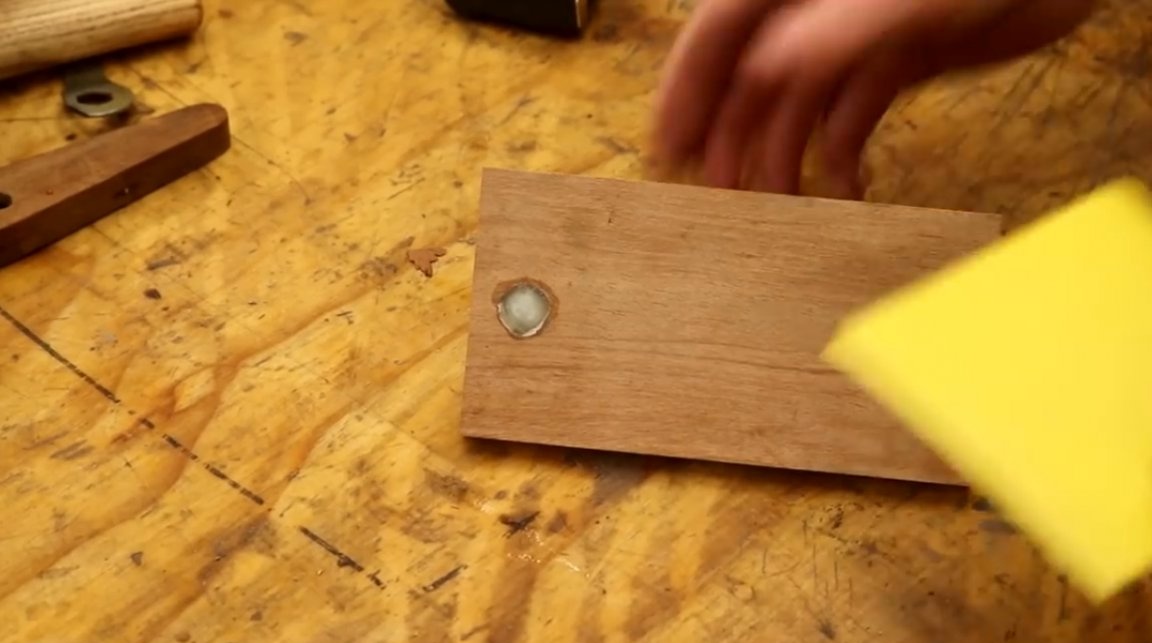
Depois disso, ele amassa uma pequena quantidade de cola epóxi de dois componentes, cola a fita adesiva no compensado para minimizar sua contaminação e faz furos nos locais onde estão os parafusos.


Depois disso, ele preenche os poços com uma massa epóxi, que deve servir a dois propósitos: por um lado, fixará as tampas dos parafusos; por outro, preencherá os vazios, nivelando a superfície de trabalho luminárias.

Após a secagem da resina, o mestre remove a fita adesiva e polir a superfície do compensado.

Agora, na superfície de trabalho, você pode adicionar apenas uma borracha espumada com uma espessura não superior a dois milímetros.

O autor coloca uma camada de epóxi na base do futuro bloco de moagem e a coloca sobre a espuma de borracha, pressionando-a adicionalmente com uma carga. Após 15 minutos, o autor corta o excesso de material.





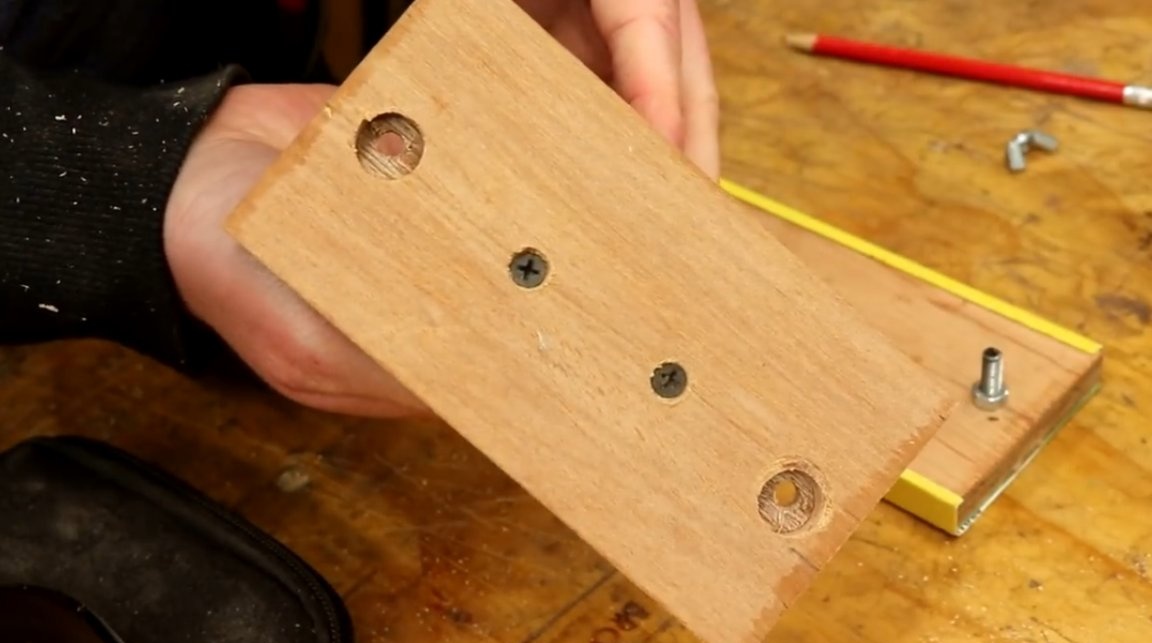
Agora ele muda para a segunda placa de fixação e faz furos nela para as porcas encaixarem. De acordo com a observação justa do mestre, esses furos deveriam ter sido feitos antes, antes de perfurações de seis mm. Por causa dessa omissão, a broca Forstner “caminha”.


Agora, as duas pranchas são firmes e adjacentes.


O último elemento desta ferramenta é o identificador.
Será um pequeno pedaço de madeira de carvalho. Primeiro, em uma máquina circular na barra, todos os quatro cantos são cortados em um ângulo de 45 graus.

Em seguida, o mestre corta a alça de até 80 mm de comprimento na serra de esquadria, lubrifica-a com cola, coloca-a na sola da unidade de retificação exatamente no centro e pressiona-a com peso.





Após a cola secar, a conexão da alça com a parte superior é reforçada por um par de parafusos autoatarraxantes.
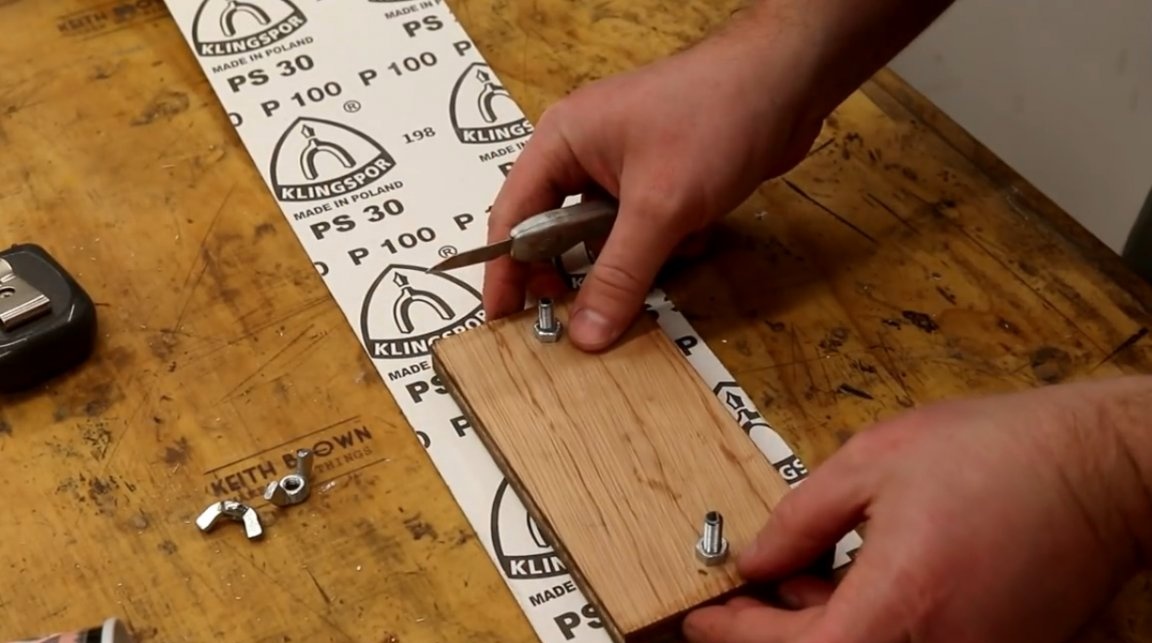
Além disso, o autor conecta as duas tábuas e as aperta com as porcas de orelhas M6.

Após a montagem de toda a estrutura, ficou claro qual o comprimento das hastes dos parafusos. O procedimento é realizado com uma serra convencional. Cantos agudos são arquivados.


Depois de terminar o rejunte, o autor aplica duas camadas de verniz de aerossol transparente para proteger a madeira da umidade.



Agora, o papel abrasivo é cortado longitudinalmente e suas bordas são dobradas ao redor da base do bloco de moagem, o que contribui para a formação de dobras claras e uniformes.

Em seguida, o mestre amarrou as hastes dos parafusos na segunda parte do bloco e pressionou as bordas do papel, apertando firmemente as porcas borboleta.

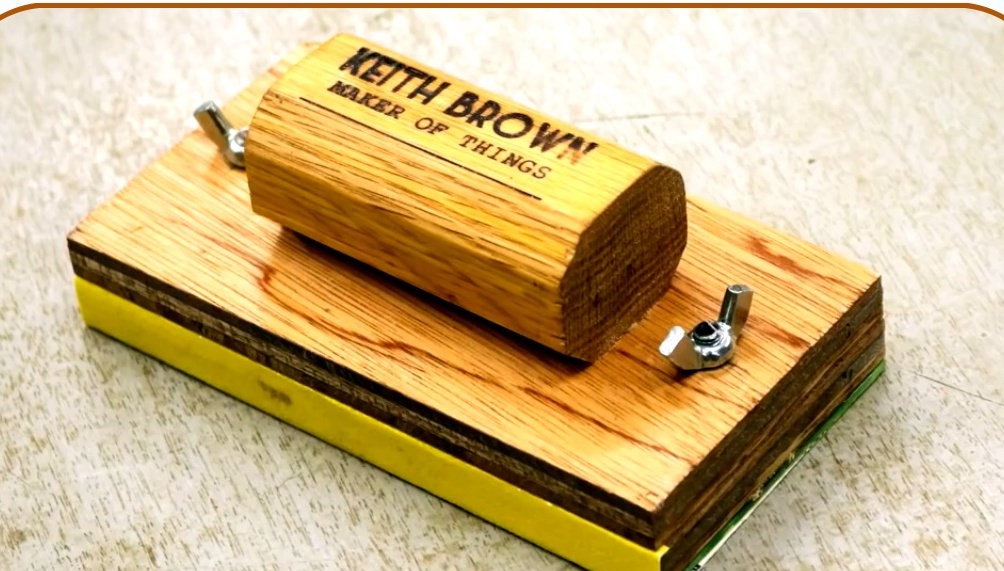
A ferramenta está pronta!

O autor coloca a marca na maçaneta com o toque final.



Agradeço ao autor a idéia de uma ferramenta simples, mas útil para o workshop!
Tudo de bom humor, boa sorte e idéias interessantes!
O vídeo do autor pode ser encontrado aqui.